
La progettazione e la produzione del sistema di tubazioni isolate sottovuoto per il trasporto di azoto liquido sono responsabilità del fornitore. Per questo progetto, qualora il fornitore non disponga delle condizioni per effettuare misurazioni in loco, è necessario che l'azienda fornisca i disegni del tracciato delle tubazioni. Successivamente, il fornitore progetterà il sistema di tubazioni isolate sottovuoto per le specifiche esigenze di trasporto dell'azoto liquido.
Il fornitore dovrà completare la progettazione complessiva del sistema di condotte avvalendosi di progettisti esperti, in conformità con i disegni, i parametri delle apparecchiature, le condizioni del sito, le caratteristiche dell'azoto liquido e gli altri fattori forniti dal committente.
Il progetto comprende la tipologia degli accessori di sistema, la determinazione del materiale e delle specifiche delle tubazioni interne ed esterne, la progettazione dello schema di isolamento, lo schema delle sezioni prefabbricate, la forma di connessione tra le sezioni di tubazione, la staffa interna per le tubazioni, il numero e la posizione delle valvole a vuoto, l'eliminazione della tenuta al gas, i requisiti del liquido criogenico delle apparecchiature terminali, ecc. Questo schema deve essere verificato dal personale specializzato del committente prima della produzione.
Il contenuto della progettazione dei sistemi di tubazioni isolate sottovuoto è ampio; qui, per quanto riguarda le applicazioni HASS e le apparecchiature MBE, affrontiamo alcuni problemi comuni, in una semplice chiacchierata.
Tubazioni VI
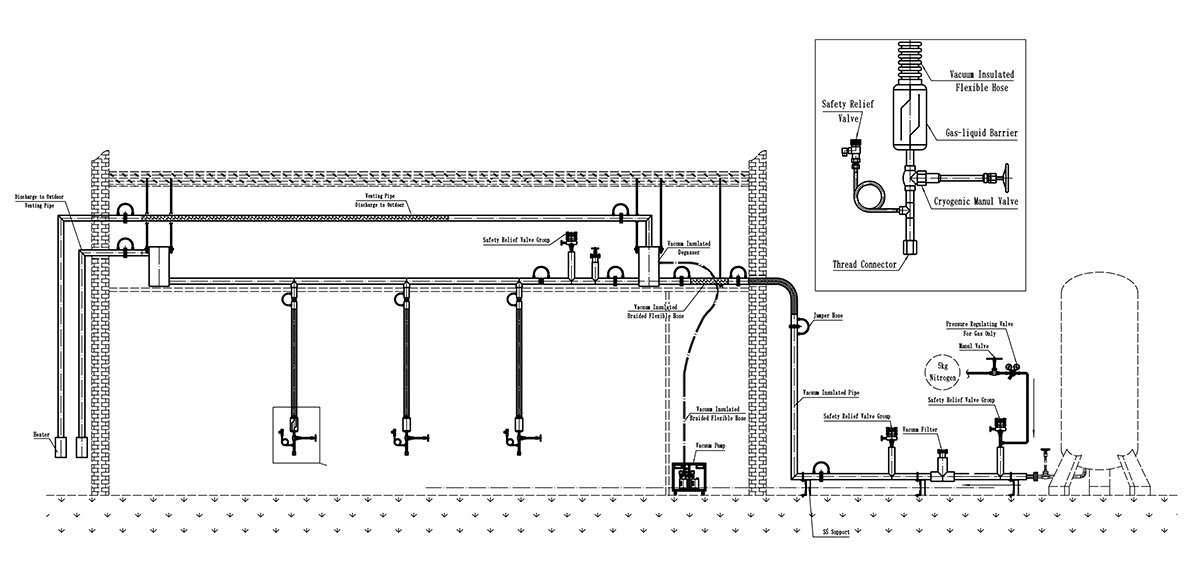
Il serbatoio di stoccaggio dell'azoto liquido è solitamente lungo quanto le apparecchiature HASS Application o MBE. Quando la tubazione isolata sottovuoto entra nell'edificio, è necessario evitare ostacoli in base alla disposizione dei locali e alla posizione delle tubazioni di campo e dei condotti dell'aria. Pertanto, il trasporto dell'azoto liquido all'apparecchiatura richiede almeno centinaia di metri di tubazione.
Poiché l'azoto liquido compresso contiene di per sé una grande quantità di gas, e considerando anche la distanza di trasporto, persino un tubo adiabatico sottovuoto produrrà una notevole quantità di azoto durante il processo di trasporto. Se l'azoto non viene scaricato o se le emissioni sono troppo basse per soddisfare i requisiti, si crea resistenza gassosa e si verifica un flusso insufficiente di azoto liquido, con conseguente drastica riduzione della portata.
Se la portata è insufficiente, la temperatura nella camera di azoto liquido dell'apparecchiatura non può essere controllata, il che può eventualmente causare danni all'apparecchiatura o alla qualità del prodotto.
Pertanto, è necessario calcolare la quantità di azoto liquido utilizzata dalle apparecchiature terminali (applicazioni HASS o apparecchiature MBE). Allo stesso tempo, vengono determinate anche le specifiche della condotta in base alla sua lunghezza e direzione.
Partendo dal serbatoio di stoccaggio dell'azoto liquido, se la tubazione principale del tubo/flessibile isolato sottovuoto è DN50 (diametro interno φ50 mm), il suo tubo/flessibile di derivazione VI è DN25 (diametro interno φ25 mm) e il tubo flessibile tra il tubo di derivazione e l'apparecchiatura terminale è DN15 (diametro interno φ15 mm). Altri raccordi per il sistema di tubazioni VI includono separatore di fase, degassatore, sfiato automatico del gas, valvola di intercettazione VI/criogenica (pneumatica), valvola di regolazione del flusso pneumatico VI, valvola di ritegno VI/criogenica, filtro VI, valvola di sicurezza, sistema di spurgo e pompa per vuoto, ecc.

Separatore di fase speciale MBE
Ciascun separatore di fase speciale a pressione normale MBE svolge le seguenti funzioni:
1. Sensore di livello del liquido e sistema automatico di controllo del livello del liquido, con visualizzazione immediata tramite una centralina di controllo elettrica.
2. Funzione di riduzione della pressione: l'ingresso del liquido del separatore è dotato di un sistema ausiliario che garantisce una pressione dell'azoto liquido di 3-4 bar nella tubazione principale. All'ingresso del separatore di fase, la pressione viene gradualmente ridotta a ≤ 1 bar.
3. Regolazione del flusso di ingresso del liquido: all'interno del separatore di fase è predisposto un sistema di controllo della galleggiabilità. La sua funzione è quella di regolare automaticamente la quantità di liquido immesso quando il consumo di azoto liquido aumenta o diminuisce. Ciò ha il vantaggio di ridurre le forti fluttuazioni di pressione causate dall'ingresso di una grande quantità di azoto liquido all'apertura della valvola pneumatica di ingresso e di prevenire la sovrapressione.
4. Funzione tampone: il volume effettivo all'interno del separatore garantisce il flusso istantaneo massimo del dispositivo.
5. Sistema di spurgo: flusso d'aria e vapore acqueo nel separatore prima del passaggio dell'azoto liquido e scarico dell'azoto liquido nel separatore dopo il passaggio dell'azoto liquido.
6. Funzione di scarico automatico della sovrapressione: L'apparecchiatura, durante il passaggio iniziale attraverso l'azoto liquido o in circostanze particolari, può subire un aumento della gassificazione dell'azoto liquido, con conseguente sovrapressione istantanea dell'intero sistema. Il nostro separatore di fase è dotato di valvola di sicurezza e gruppo di valvole di sicurezza, che garantiscono in modo più efficace la stabilità della pressione nel separatore e impediscono che l'apparecchiatura MBE venga danneggiata da una pressione eccessiva.
7. Il quadro elettrico di controllo, con visualizzazione in tempo reale del livello del liquido e del valore di pressione, consente di impostare il livello del liquido nel separatore e la quantità di azoto liquido immesso, controllando contemporaneamente la relazione tra livello del liquido e quantità di azoto liquido immesso. In caso di emergenza, è possibile azionare manualmente la valvola di controllo del liquido del separatore gas-liquido, garantendo la sicurezza del personale e delle apparecchiature in loco.

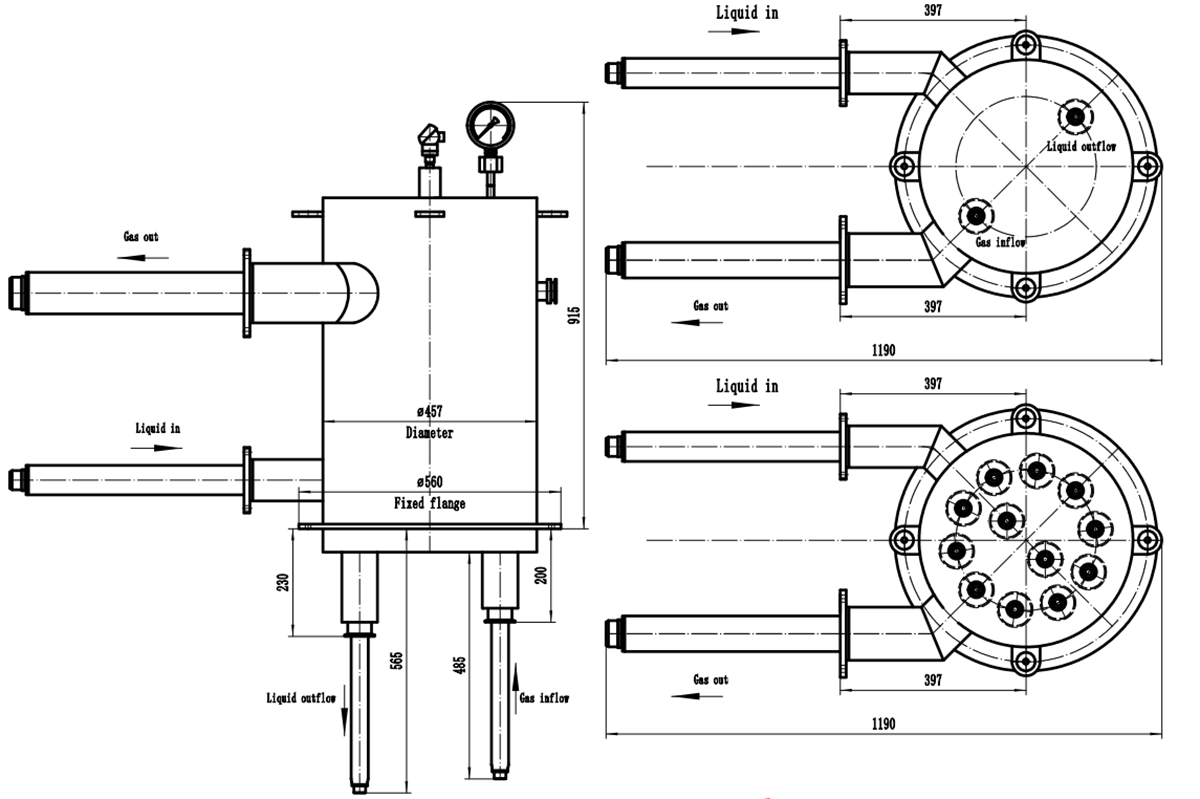
Degassatore multicore per applicazioni HASS
Il serbatoio esterno di azoto liquido contiene una grande quantità di azoto perché viene immagazzinato e trasportato sotto pressione. In questo sistema, la maggiore distanza di trasporto attraverso le tubazioni, il maggior numero di curve e la maggiore resistenza al flusso possono causare una parziale gassificazione dell'azoto liquido. Attualmente, il metodo migliore per il trasporto dell'azoto liquido è rappresentato dai tubi isolati sottovuoto, ma le perdite di calore sono inevitabili e possono anch'esse causare una parziale gassificazione dell'azoto liquido. In sintesi, l'elevata quantità di azoto presente nell'azoto liquido genera una resistenza al flusso, rendendo il processo irregolare.
Se il sistema di scarico dell'azoto liquido è installato su tubazioni isolate sottovuoto, l'assenza di un dispositivo di scarico o un volume di scarico insufficiente possono causare resistenza al gas. Una volta generata tale resistenza, la capacità di trasporto dell'azoto liquido si riduce drasticamente.
Il degassatore multicore, progettato in esclusiva dalla nostra azienda, garantisce lo scarico ottimale dell'azoto liquido dalla tubazione principale e previene la formazione di resistenze gassose. Inoltre, grazie al suo volume interno sufficiente, il degassatore multicore può fungere da serbatoio di accumulo, soddisfacendo efficacemente le esigenze di flusso istantaneo massimo della tubazione.
Esclusiva struttura multicore brevettata, con una capacità di scarico più efficiente rispetto agli altri nostri tipi di separatori.

Proseguendo con l'articolo precedente, ci sono alcune questioni da considerare nella progettazione di soluzioni per sistemi di tubazioni isolate sottovuoto per applicazioni criogeniche nell'industria dei semiconduttori.
Due tipi di sistemi di tubazioni isolate sottovuoto
Esistono due tipi di sistemi di tubazioni isolate sottovuoto: il sistema VI statico e il sistema di pompaggio a vuoto dinamico.
Il sistema Static VI prevede che, dopo la produzione in fabbrica di ogni tubo, questo venga sottoposto a vuoto fino al grado di vuoto specificato nell'unità di pompaggio e sigillato. In questo modo, durante l'installazione e la messa in funzione in loco, non sarà necessario riportare il tubo in cantiere per un certo periodo di tempo.
Il vantaggio del sistema VI statico risiede nei bassi costi di manutenzione. Una volta messo in servizio, il sistema di tubazioni richiede interventi di manutenzione solo dopo diversi anni. Questo sistema a vuoto è adatto a impianti che non necessitano di elevati requisiti di raffreddamento e che dispongono di spazi aperti per la manutenzione in loco.
Lo svantaggio del sistema VI statico è che il vuoto diminuisce nel tempo. Questo perché tutti i materiali rilasciano costantemente tracce di gas, la cui quantità è determinata dalle proprietà fisiche del materiale stesso. Il materiale dell'involucro del tubo VI può ridurre la quantità di gas rilasciata durante il processo, ma non può isolarlo completamente. Ciò comporterà una progressiva diminuzione del vuoto nell'ambiente sigillato, con conseguente indebolimento graduale della capacità di raffreddamento del tubo di isolamento sottovuoto.
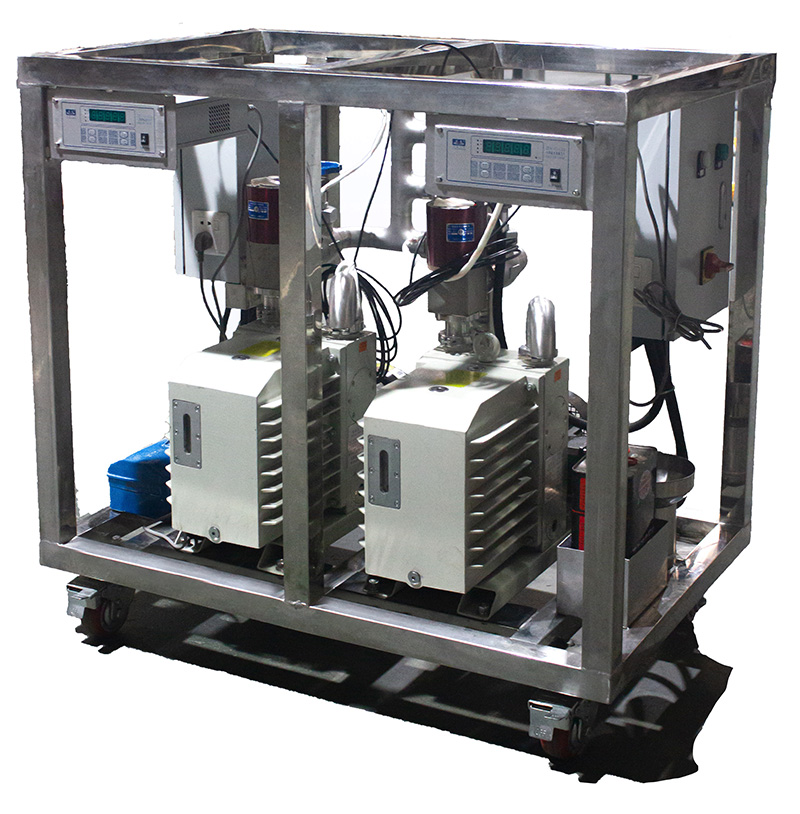
Il sistema di pompaggio a vuoto dinamico prevede che, dopo la produzione e la formatura del tubo, questo venga sottoposto a vuoto in fabbrica secondo una procedura di rilevamento delle perdite, ma non sigillato prima della consegna. Una volta completata l'installazione in loco, gli strati di vuoto di tutti i tubi vengono collegati in una o più unità tramite tubi flessibili in acciaio inossidabile e una piccola pompa a vuoto dedicata viene utilizzata per creare il vuoto nei tubi in loco. La pompa a vuoto speciale è dotata di un sistema automatico per monitorare il vuoto in ogni momento e per creare il vuoto quando necessario. Il sistema funziona 24 ore su 24.
Lo svantaggio del sistema di pompaggio a vuoto dinamico è che il vuoto deve essere mantenuto elettricamente.
Il vantaggio del sistema di pompaggio a vuoto dinamico risiede nell'elevata stabilità del grado di vuoto raggiunto. È particolarmente indicato per ambienti interni e per progetti che richiedono prestazioni di vuoto molto elevate.
Il nostro sistema dinamico di pompaggio del vuoto, con pompa per vuoto speciale integrata e completamente mobile, garantisce l'aspirazione dell'apparecchiatura, grazie a una disposizione comoda e razionale che assicura l'efficacia dell'aspirazione e ad accessori di qualità che garantiscono la qualità dell'aspirazione.
Per il progetto MBE, poiché le apparecchiature si trovano in una camera bianca e sono in funzione per lunghi periodi, la maggior parte del sistema di tubazioni isolate sottovuoto si trova nello spazio chiuso tra gli strati della camera bianca. Ciò rende impossibile la manutenzione sottovuoto del sistema di tubazioni in futuro. Questo avrebbe un grave impatto sul funzionamento a lungo termine del sistema. Di conseguenza, il progetto MBE impiega quasi interamente un sistema di pompaggio a vuoto dinamico.

Sistema di decompressione
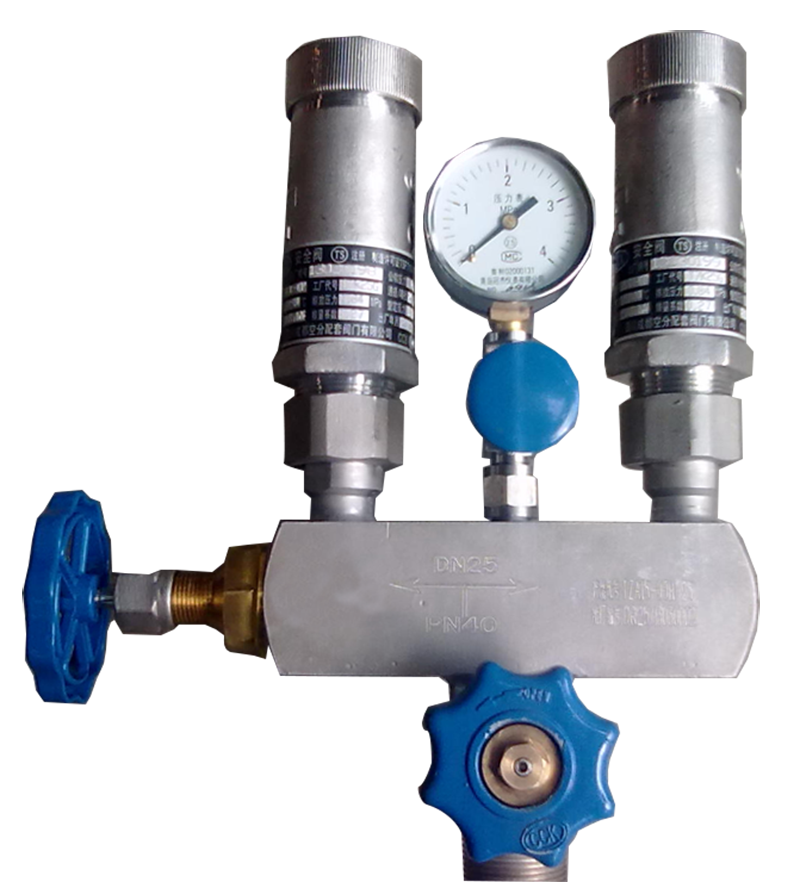
Il sistema di scarico della pressione della linea principale adotta un gruppo di valvole di sicurezza. Il gruppo di valvole di sicurezza viene utilizzato come sistema di protezione di sicurezza quando la sovrapressione non può essere regolata durante il normale utilizzo.
La valvola di sicurezza è un componente chiave per garantire che il sistema di condotte non subisca sovrapressione e che il suo funzionamento sia sicuro; è quindi essenziale per la gestione delle condotte. Tuttavia, secondo le normative, la valvola di sicurezza deve essere sottoposta a controlli annuali. Quando una valvola di sicurezza è in uso e l'altra è pronta, in modo che, se una viene rimossa, l'altra rimanga nel sistema di condotte per garantire il normale funzionamento della stessa.
Il gruppo di valvole di sicurezza contiene due valvole di sicurezza DN15, una per l'uso e una di riserva. In condizioni operative normali, solo una delle valvole di sicurezza è collegata al sistema di tubazioni VI e funziona regolarmente. L'altra valvola di sicurezza è scollegata dalla tubazione interna e può essere sostituita in qualsiasi momento. Le due valvole di sicurezza sono collegate e interrotte tramite la commutazione della valvola laterale.
Il gruppo di valvole di sicurezza è dotato di un manometro per controllare la pressione dell'impianto idraulico in qualsiasi momento.
Il gruppo di valvole di sicurezza è dotato di una valvola di scarico. Può essere utilizzata per scaricare l'aria presente nella tubazione durante la fase di spurgo e per scaricare l'azoto quando il sistema di azoto liquido è in funzione.

Apparecchiature criogeniche HL
HL Cryogenic Equipment, fondata nel 1992, è un marchio affiliato alla Chengdu Holy Cryogenic Equipment Company in Cina. HL Cryogenic Equipment si dedica alla progettazione e alla produzione di sistemi di tubazioni criogeniche isolate per alto vuoto e relative apparecchiature di supporto.
Nel mondo odierno in rapida evoluzione, fornire tecnologie avanzate massimizzando al contempo il risparmio sui costi per i clienti è una sfida impegnativa. Da 30 anni, HL Cryogenic Equipment Company vanta una profonda conoscenza di quasi tutti i settori e le applicazioni delle apparecchiature criogeniche, accumulando una vasta esperienza e affidabilità. L'azienda si impegna costantemente a rimanere al passo con gli ultimi sviluppi in ogni ambito, offrendo ai clienti soluzioni innovative, pratiche ed efficienti che li rendano più competitivi sul mercato.
For more information, please visit the official website www.hlcryo.com, or email to info@cdholy.com .
Data di pubblicazione: 25 agosto 2021





